Plot No. B-3&4 Nakshtra Industrial Hub, Next to Amba Hotel, Bridge, Indore
Highway, Village Chandial, Ta : Daskroi, Dist : Ahmedabad - 382433, Gujarat, India.
Mr. Kamal Panchal
+91-9904376492Submersible Agitator and Mixer
Manufactured at our facility in Ahmedabad, Gujarat, our submersible agitators and mixers are purpose built for demanding fluid management tasks in municipal and industrial treatment environments. Every unit is engineered to deliver reliable, continuous agitation, blending, dissolving, suspension of solids and homogenisation of process fluids without requiring the pump to be removed from the liquid medium during operation.
Our submersible mixer range addresses the full spectrum of tank agitation requirements, from compact biological reaction chambers to large capacity storm water holding tanks, sludge storage basins and agricultural slurry pits.
Propeller Pumps is one of the leading manufacturers, exporters and suppliers of Submersible Agitators and Mixers in India, exporting to worldwide destinations including UAE, Saudi Arabia, Singapore, Indonesia, Philippines, Egypt, Ethiopia, Nigeria, Kenya, Russia, Uzbekistan, Kazakhstan and across the globe.
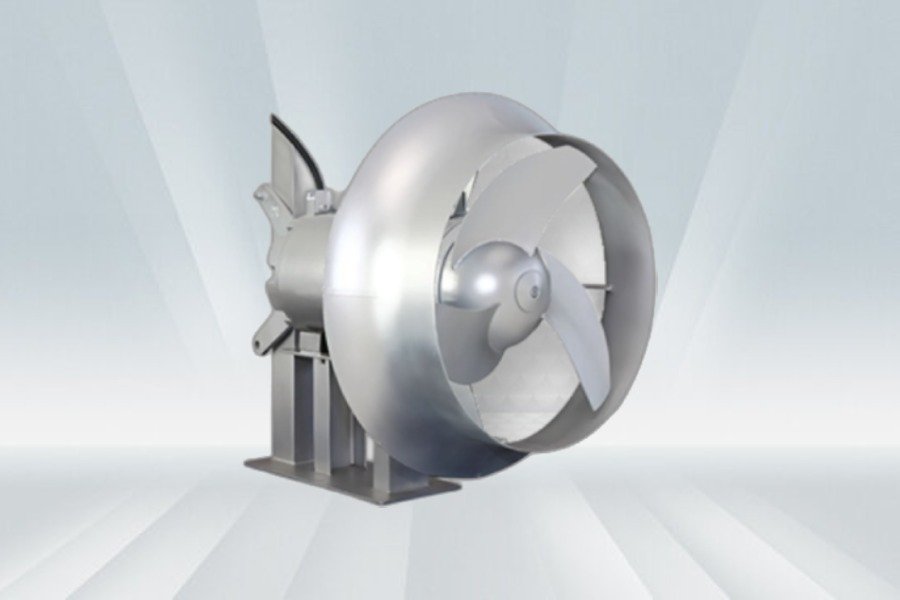
Submersible Agitator Mixer Working Principle and Design
The core function of a submersible agitator mixer is to generate controlled directional flow within a submerged tank environment, preventing solid particles from settling at the base and maintaining uniform concentration throughout the fluid volume. The propeller on the agitator is designed with a backward inclination on the blades, which allows it to self clean continuously even when long fibres or fibrous solids are present in the liquid. This makes our submersible mixers particularly effective in sewage treatment, biogas digesters and effluent holding tanks where fibre content is frequently high.
The unit is installed using a lifting pipe guide system that allows it to be positioned and repositioned in the tank without draining or shut down. An optional ball socket in the lower support bracket enables angular orientation of the agitator, allowing the operator to direct flow precisely within the tank geometry. When equipped with an additional elevating device, each agitator can be positioned independently for targeted agitation in large or irregularly shaped tanks.
Submersible Agitator Mixer Applications in Industrial and Municipal Facilities
Our submersible agitators are actively deployed across a wide range of process and treatment facilities. In municipal wastewater treatment plants, low speed submersible mixers generate the recirculating flow needed to keep activated sludge flocs in suspension within anaerobic, anoxic, denitrification and aeration tanks. Preventing sludge from sedimenting in these tanks is critical to maintaining biological treatment efficiency, and our agitators are sized and configured specifically for this duty.
In industrial applications, direct drive submersible agitators with TBM configuration are used in biological process tanks, agricultural slurry tanks and storm water retention basins. In compact treatment facilities and reaction vessels, submersible agitators ensure thorough homogenisation of settled material, keeping the liquid contents in a uniform, processable condition at all times.
Propellers are available in stainless steel, glass fibre reinforced polyester resin, and other materials to match the specific chemical and abrasive characteristics of the process fluid.
Submersible Agitator Mixer Technical Specifications and Operating Conditions
Our submersible agitators and mixers are designed and tested to operate reliably within the following service conditions:
- Maximum media temperature: 45°C
- pH range of media: 5 to 8
- Maximum media density: 1200 kg/m³
- Maximum submersion depth: 20 meters
- Electrical supply: 415V, 50 Hz
- Motor duty: Continuous
- Insulation class: Class F
- Protection standard: IP68
- Operating requirement: Unit must be fully submerged during operation
- Minimum Order Quantity: 01 Piece
Key Features of Propeller Pumps Submersible Agitators and Mixers
Our submersible agitator and mixer range is designed with practical, field proven benefits that translate directly to lower maintenance demands and longer service intervals for our customers.
The self cleaning blade design eliminates manual clearing of wrapped fibres and solids, which is one of the most common causes of unplanned downtime in submersible mixing applications. The compact motor and propeller assembly occupies minimal footprint within the tank, allowing installation in tight sump or pit configurations without structural modification.
The lifting guide system allows single person installation and retrieval, reducing both installation cost and the time needed for servicing. Combined with IP68 rated motor protection and continuous duty Class F insulation, these agitators are built to operate reliably through extended campaigns without interruption.
Corrosion resistant construction options, including stainless steel and GRP propellers, extend the service life of the unit in aggressive chemical or biological environments where carbon steel would suffer accelerated degradation.
Industries Served by Submersible Agitator Mixers from Propeller Pumps
Our submersible agitators and mixers are in active service across a broad range of industries throughout India and internationally.
Municipal wastewater treatment plants rely on our mixers for anaerobic digestion, denitrification and sludge recirculation duties. Industrial effluent treatment plants in the chemical, pharmaceutical, textile and food processing sectors use our agitators for homogenisation and suspension of process sludge. Agricultural operations use our direct drive submersible agitators for slurry storage and field application preparation. Paper and pulp mills use them for chest agitation and broke chest mixing. Biogas plants use our mixers to maintain substrate uniformity in anaerobic digestion reactors.